24TPI Bandsaw blade experiments
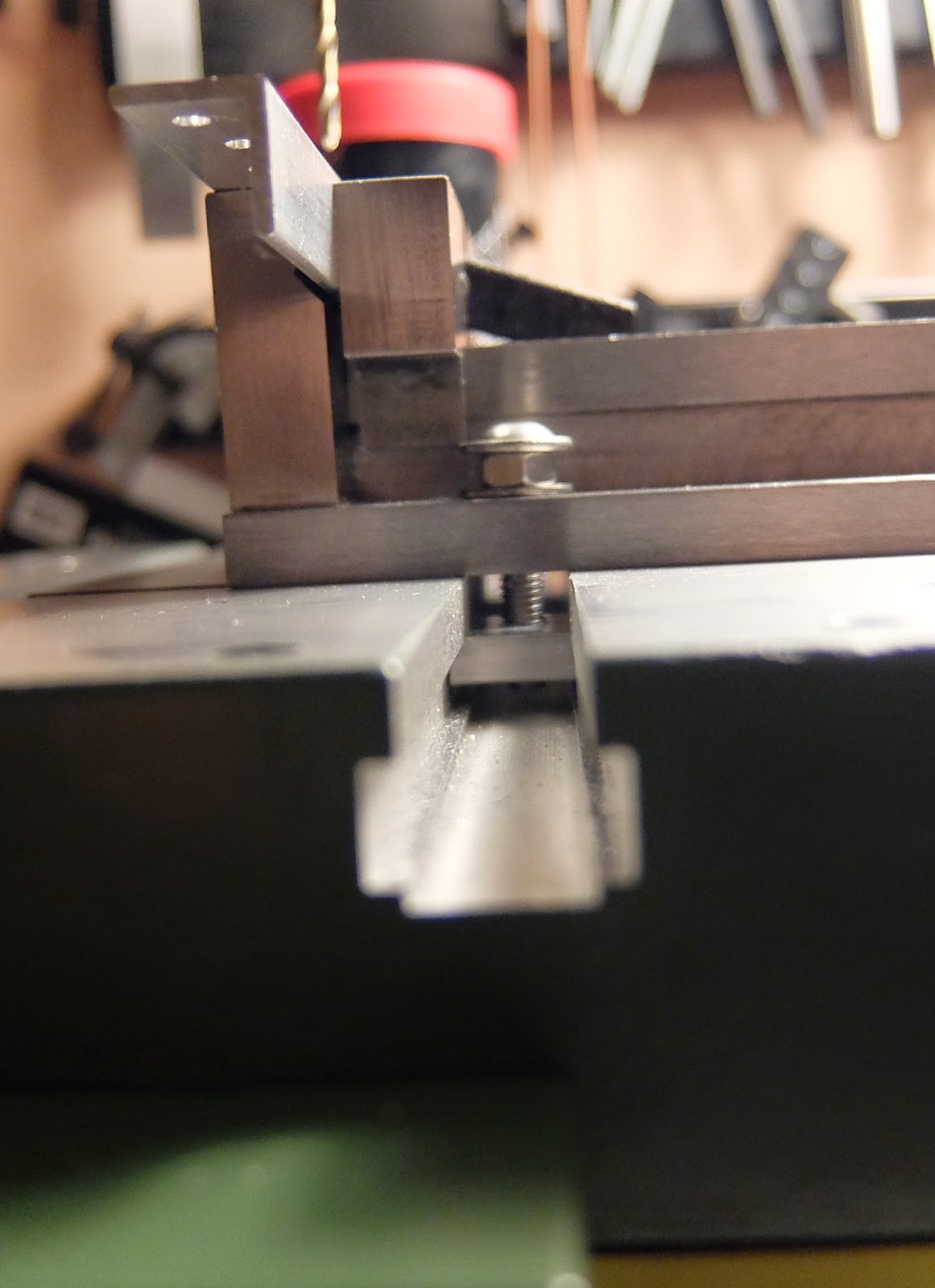
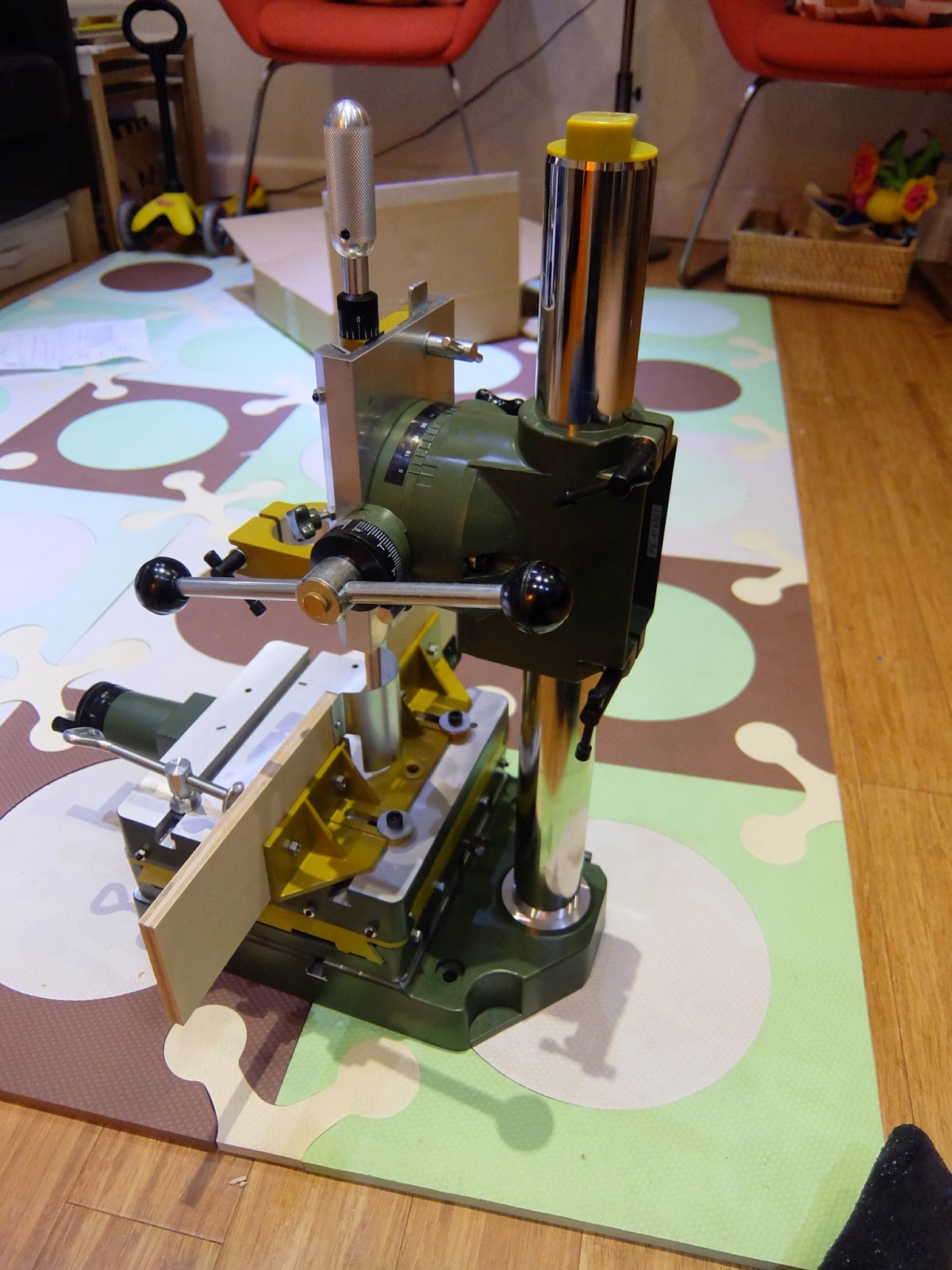
The blade arrived and I've fitted it. I've spotted a neat trick for measuring the tension of the blade, which involves clamping calliper jaws to the blade and measuring the stretch as the blade is tensioned. here for example. I haven't bothered with this yet. I've tried cutting a few different materials. In all cases, it leaves characteristic vertical groves on the work. On solid pine and MDF, this is very fine: A tiny bit of sanding and it's gone. This is also true of aluminium angle. The 8mm aluminium rod is a little more noticeable. 3mm polycarbonate or acrylic is pretty rough. Not really sure what the cause is. Another thing I've discovered about this saw is the t-track for the mitre guide isn't standard, so it's also not possible to buy an after market mitre gauge. That's a shame, because the provided one isn't great. What I'm working on now is a sort of sliding table. I've cut down a strip of hardwood to fit in the mitre...