Work Holding, and tapping is surprisingly easy
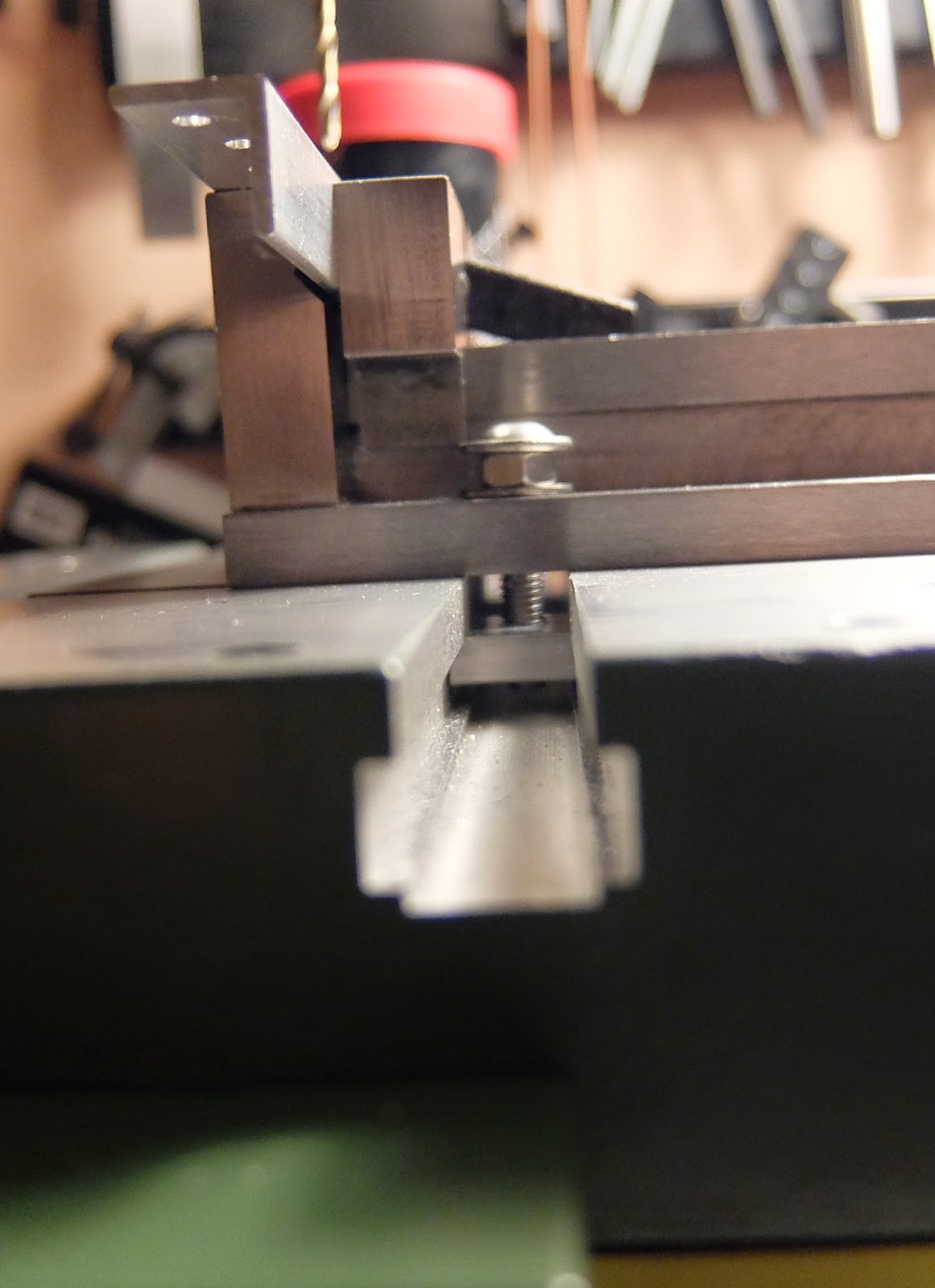
I bought this little machine vice from Axminster, before I had the new milling stand and compound table. The reason was the long slots, which would have made it easy to position correctly in the drill press. Unfortunately, the vice slots accommodate a maximum of an M6 bolt. It comes with a bolt with an oversize head, but this is designed for a bigger table: probably a 12mm slot. It turned out not to be hard to fix this however: make an oversized nut with an M5 thread, out of some 5mm thick aluminium flat bar. Here it is: I've never tapped a whole before, and I just have a basic tap and die kit, but actually my first attempts worked fine. Aluminium is of course quite soft, and with a bit of wax on the tap, I got all the way through 5mm in one go. I've carefully fixed the vice square on the table, and don't have to move it - I can just move the table: The vice isn't perfect: it takes a bit of care to make sure the back jaw is what you are using to keep things squ...